-
|
TEMPERATURE x TIME
The
quality control of the concrete both coolness and
seasoned is necessary also considering the numerous
recent static instability of buildings. The time in
which the concrete was thought as an eternal
artificial stone by now is ended; it is opportune to
evidence the numerous deficiencies both in the
normative level and in the executive level, the
persistence of such deficiencies leads unavoidably to
the worst management of the constructive process of
the structures in concrete simple and also armed. Who
writes recently has carried out an experimental search
on the quality control of the fresh concrete and has
revealed the deficiency of the norm in merit to the
seasoning of the cubical test pieces; the result of
the search suggest to replace the concept of 28 days
of seasoning with the new concept of "
FACTOR OF
MATURATION ".
- |
1.
PREMESSA
-
Il
calcestruzzo č uno dei materiali da costruzione
maggiormente utilizzato nell’ingegneria civile; le
motivazioni che portano al suo vastissimo utilizzo
sono numerose: il basso costo, le buone proprietą
fisico-meccaniche e la possibilitą che offre al
progettista di risolvere gli innumerevoli problemi
legati alla forma grazie alla precipua capacitą di
riempire con continuitą gli spazi ad esso assegnati.
In
Italia sono prodotti ogni anno circa 120 milioni di
metri cubi di calcestruzzo e, tenuto conto della
popolazione del nostro Paese, la produzione pro capite
supera i 2 m3 di calcestruzzo all’anno;
ciņ rappresenta un primato mondiale. Tuttavia a
fronte di questo primato produttivo, la qualitą del
calcestruzzo prodotto in Italia non sempre puņ essere
considerata ottimale.
Molteplici
e complesse sono le cause di questa singolare distonia
fra la quantitą e la qualitą di questo materiale che
indubbiamente č di basilare importanza per lo
sviluppo economico di qualsiasi paese. La causa pił
probabile č da ricercare, forse, nella facilitą di
realizzazione; circostanza che, oggettivamente, č un
vantaggio ma che puņ costituire un indubbio rischio;
l’apparente facilitą di produzione, infatti, puņ
indurre molti operatori poco esperti ad improvvisarsi
confezionatori con la inevitabile conseguenza che
spesso viene prodotto un materiale qualitativamente
scadente e quindi facilmente degradabile; molto
lontano, cioč, da quella pietra artificiale che in un
recente passato fu vista come eterna.
In
realtą, se č facile produrre un calcestruzzo di
bassa qualitą prestazionale, non altrettanto facile
č produrre un impasto di prefissata qualitą ed in
particolare di durabilitą voluta.
L’esperienza
ha dimostrato che per ottenere un calcestruzzo
durevole č necessario che ci si attenga a queste
regole operative fondamentali:
1.
Il progettista dell’opera deve tenere conto
non solo delle caratteristiche meccaniche (Rck),
ma anche delle possibili interazioni con l’ambiente
nel quale l’opera č inserita (Dck).
2.
Il produttore del calcestruzzo deve sottoporre
il prodotto ai prescritti controlli di qualitą, sia
per quanto concerne i costituenti,
sia per quanto riguarda l’impasto finito.
3.
L’esecutore dell’opera deve rispettare i
canoni della corretta pratica del costruire.
4.
Il Direttore dei lavori deve verificare che
siano soddisfatti i requisiti al fine
dell’accettazione in cantiere del prodotto.
5.
Il collaudatore delle opere in calcestruzzo
semplice o armato deve essere scrupoloso nei controlli
e nei saggi che effettua ai fini della certificazione.
La
norma UNI 6132/72 impone la verifica della capacitą
di resistenza meccanica del materiale mediante la
prova a compressione, fino alla rottura, di alcuni
provini cubici significativi; tale misura, perņ,
nella stragrande maggioranza dei casi č falsata dal
fatto che non si tiene conto dell’effettiva entitą
della maturazione degli elementi assoggettati alla
prova; ciņ spesso conduce a conclusioni errate in
merito alla classificazione del calcestruzzo.
Sebbene
lo sviluppo delle conoscenze sulle proprietą del
calcestruzzo abbia raggiunto un livello tutt’altro
che disprezzabile, scarsa č la sensibilitą degli
operatori in merito al superamento dell’errore che
si commette, partendo da provini di cui non si conosce
l’esatta maturazione, nella misurarazione della
resistenza a compressione di un calcestruzzo. Le
negligenze possono condurre, in un numero molto
elevato di situazioni ambientali, a risultati e a
classificazioni del calcestruzzo non corretti. Ciņ in
quanto gli elementi sottoposti a prova, a causa di una
errata valutazione della loro maturazione, potrebbero
risultare non rappresentativi della classe di
calcestruzzo su cui si indaga.
L’attuale
normativa detta i canoni per la stagionatura dei
provini
ed ignora che il puntuale rispetto di questi č
praticamente impossibile nella quasi totalitą dei
cantieri laddove, cioč, č improponibile impiantare
un laboratorio attrezzato per la corretta stagionatura
dei cubetti. In realtą la stessa normativa fornisce
un’alternativa alla vasca di maturazione di
laboratorio, dove la temperatura e l’umiditą sono
sotto controllo, indica la possibilitą di far
stagionare i provini immergendoli nella sabbia umida,
presupponendo che in queste condizioni si mantengano
costanti la temperatura e l’umiditą.
Chi
scrive, ha recentemente svolto una ricerca
sperimentale che ha condotto alla formulazione del
concetto di “FATTORE
DI MATURAZIONE” e si č dimostrato, che ciņ non
č vero per quanto riguarda la temperatura. Nel
grafico di figura 1 sono riportate le temperature
misurate all’interno delle vasche di maturazione con
sabbia umida poste in cantiere durante tutto il
periodo della ricerca; dal grafico si puņ notare che
non č corretto ritenere costanti le temperature
all’interno di tali vasche ricolme di sabbia
mantenuta costantemente umida.
Fig.
01 – Temperature all’interno delle vasche di
maturazione in cantiere. |
|
--------------------------------------------------------- |
|
--------------------------------------------------------- |
|
--------------------------------------------------------- |
2.
IL FATTORE DI MATURAZIONE
La
maturazione del calcestruzzo č, tra tutti i parametri
che concorrono ad indicarne le caratteristiche, quello
pił spesso trascurato dagli operatori del settore
meno accorti, eppure influisce notevolmente sul
giudizio della qualitą dell’opera che si realizza.
Come č noto, non ci si puņ riferire al calcestruzzo
come ad un materiale omogeneo ed isotropo, né lo si
puņ considerare come materiale di caratteristiche
note e costanti; si tratta di una pietra artificiale
creata poco prima del suo impiego; esistono quindi
infiniti tipi di calcestruzzo in funzione del
mix-design, della natura dei componenti, delle
condizioni climatiche al momento del getto,
dell’esecuzione pił o meno accurata del
confezionamento, ecc. Sono queste considerazioni, tra
l’altro, che hanno indotto il legislatore a
predisporre norme in grado di consentire agli addetti
ai lavori di potersi orientare all’interno degli
innumerevoli e differenti prodotti.
Uno
degli aspetti presi in considerazione dalle norme,
come detto, č la resistenza meccanica ed č compito
del personale addetto all'accettazione dei
calcestruzzi in cantiere verificarla mediante prelievi
sistematici, dall’impasto, in funzione
dell'importanza dell'opera; tali prelievi conducono
alla formazione di cubetti di prova da sottoporre allo
schiacciamento presso laboratori autorizzati.
Perché
queste prove siano significative, cioč perché
conducano al valore convenzionale Rck,
č necessario che le operazioni vengano effettuate in
forma canonica, cosģ come indicato dalle norme; solo
cosģ, infatti, le prove potranno ritenersi
significative e ripetibili ovunque ed in qualunque
tempo; quando non si seguono puntualmente le
disposizioni contenute nelle norme, l'oggetto della
prova diviene non classificabile ed i risultati
ottenuti differiscono da quelli canonici tanto pił
ampiamente quanto minore č l'aderenza alle corrette
pratiche da seguire.
Questa
affermazione č stata abbondantemente dimostrata anche
da questa ricerca, che ha quantificato la divergenza,
in termini di resistenza meccanica, tra i provini
conformi e quelli difformi, come mostrato nel grafico
di Fig. 2.
Fig. 02 – Raffronto delle resistenze meccaniche.
Sembrerebbe
dunque superfluo proseguire; si pretenda che:
a)
i cubetti da sottoporre a prova siano
confezionati in cubettiere regolamentari;
b)
il calcestruzzo contenuto nelle cubettiere sia
pestellato con una barra di acciaio del diametro di mm
16 secondo tre strati e con n° 25 colpi inferti
seguendo una spirale a partire dal bordo esterno;
c)
i cubetti di prova siano stagionati per 28 gg.
in vasche di stagionatura con umiditą costante non
minore del 90% ed a temperatura costante di 20±2 °C;
ed
i risultati ottenuti dalla prova a compressione di
tali provini saranno corretti!
Purtroppo
le condizioni imposte dalle norme possono essere
soddisfatte solo in stabilimento dai prefabbricatori,
molto difficilmente dalle imprese, anche le pił
volenterose ed attente al problema; queste lavorano in
condizioni tali da non poter garantire la stretta
osservanza alle disposizioni di norma; dunque avviene,
spesso, che i cubetti vengano abbandonati per 28
giorni in un luogo casuale del cantiere, quello dove
intralciano meno. Allo scadere del ventottesimo giorno
il direttore dei lavori, scrupoloso, porta i cubetti
in laboratorio per lo schiacciamento e con sua somma
sorpresa gli viene comunicato che il calcestruzzo
impiegato č pessimo perché i valori di
schiacciamento sono di molto lontani da quelli
richiesti.
Nascono
a questo punto enormi problemi legati a timori e
scrupoli di coscienza:
·
Bisogna
demolire l’opera realizzata solo un mese prima?
·
Occorre
declassare il calcestruzzo ai fini della valutazione
economica?
·
L'impresa
che ha eseguito i lavori č affidabile? ecc.
In
realtą i cubetti provati non erano rappresentativi
della qualitą del calcestruzzo impiegato; quei
provini non avevano subito un processo di maturazione
corretto. Č apparso dunque opportuno uno studio
rivolto ad individuare un parametro che sia comune ai
provini maturati in vasca controllata e a quelli
maturati in cantiere a cielo aperto; tale parametro
funge da legame tra le due diverse situazioni al fine
di fornire agli utenti un metodo di valutazione e di
confronto.
Il
metodo consiste nel calcolare preventivamente il primo
parametro, quello relativo alle condizioni canoniche
in laboratorio,
e nel monitorare con continuitą il secondo, quello
che si verifica nelle condizioni ambientali in
cantiere; cosģ facendo si potranno omogeneizzare le
condizioni di maturazione e quindi raffrontare e
rendere paragonabili i cubetti lasciati in cantiere
con quelli che si sarebbero dovuti stagionare in
laboratorio.
La
ricerca svolta ha individuato come parametro di
confronto il Fattore
di Maturazione che puņ definirsi come il prodotto
delle temperature, verificatesi durante la
stagionatura, per il tempo trascorso. In realtą i
parametri da considerare sono tre:
1.
il tempo;
2.
la temperatura;
3.
l’umiditą relativa;
ma,
al fine di semplificare l’applicazione del metodo,
non potendo bloccare e quindi mantenere costante il
tempo, che trascorre inesorabilmente, essendo
improponibile mantenere costante la temperatura a
causa delle complesse apparecchiature da installare
nel cantiere, si č preferito mantenere costante il
terzo parametro citato dalle norme, l’umiditą
relativa. Per tale motivo il fattore di maturazione č
definito come il prodotto di due soli parametri, il
tempo e la temperatura; il primo, misurato in minuti,
č quello necessario perché i provini raggiungano la
maturazione voluta, il secondo, misurato in °C, č
quello riferito all’ambiente e riscontrato durante
il periodo di stagionatura.
Entrambi
i termini risultano di facile accertabilitą ed č
molto semplice mantenere costante l’umiditą
relativa adottando modesti mezzi che sono sempre
presenti in ogni cantiere, come la sabbia e l’acqua.
Si
distinguono dunque:
1.
il Fattore
di Maturazione canonico
(FMc),
espresso in °C·min, che č fornito dalla relazione:
 dove:
dove:
·
T
č la temperatura variabile che si riscontra nel tempo
t trascorso tra il momento del getto e quello
dell’effettiva posa dei cubetti in vasca di
stagionatura (solitamente 1 giorno);
·
K
= 777.600 °C·min č un termine noto
perché le condizioni di stagionatura in vasca di
laboratorio, a temperatura ed umiditą controllate,
sono quelle previste dalle norme.
2.
il Fattore
di Maturazione reale
(FMr),
espresso in °C·min, che č fornito dalla relazione:
 dove:
dove:
·
T
č la temperatura variabile che si riscontra nel tempo
t trascorso tra il momento del getto e quello
necessario per raggiungere il valore del fattore di
maturazione canonico;
Quando
si verificherą l’uguaglianza:
FMr
= FMc
potrą
affermarsi che i cubetti provenienti dal cantiere
avranno raggiunto il fattore di maturazione richiesto
dalle norme e quindi potranno essere sottoposti alle
prove di compressione; queste forniranno valori di
resistenza meccanica analoghi a quelli che si
sarebbero ottenuti schiacciando i provini maturati in
vasca di laboratorio.
L’obiettivo
della ricerca č stato proprio quello di dimostrare
che, a paritą di Fattore di Maturazione, due provini
provenienti dallo stesso impasto di calcestruzzo, ma
che hanno subito diversi procedimenti di maturazione,
hanno lo stesso valore di resistenza meccanica.
|
|
--------------------------------------------------------- |
|
--------------------------------------------------------- |
|
--------------------------------------------------------- |
3.
SVILUPPO DELLA RICERCA
-
Per
raggiungere l’obiettivo della ricerca si sarebbero
dovute eseguire le operazioni programmate ad ogni
variazione di condizioni climatiche da riscontrare
mediante un continuo monitoraggio. Ciņ avrebbe
comportato uno sforzo immane sia economico che
operativo; si č ritenuto, perņ, che i risultati
potessero essere significativi anche apportando alcune
accettabili semplificazioni al problema.
L'indagine
č stata utilmente limitata a quelle temperature
ambientali che si verificano in quei periodi
dell’anno di sicura apertura dei cantieri. Ci si č
dunque proposti di scartare quelle che si verificano
in tempi di certa inoperositą come, ad esempio, il
mese di Agosto; altra semplificazione č stata quella
di rilevare la temperatura ogni 5 minuti, intervallo
di tempo che costituisce un campo di variazione non
puntale, ma neppure grossolano. Dalle considerazioni,
brevemente esposte, si č pervenuti alla
determinazione di formare cubetti di prova ogni
settimana per un periodo di dodici mesi, in modo da
poter ritenere sufficientemente testate le possibili
variazioni di temperatura riscontrate nel sito preso
in considerazione e nei periodi ritenuti
rappresentativi. La ricerca si č sviluppata nelle
seguenti fasi:
A) Fasi
Preparatorie:
1)
studio a tavolino del mix-design per cls.
ritenuti d'impiego comune;
2)
scelta presso i fornitori dei componenti degli
impasti;
3)
prequalificazione in laboratorio dei componenti
degli impasti;
4)
individuazione del sito, ove effettuare le
operazioni di cantiere, rispondente alle seguenti
caratteristiche:
·
ampiezza
sufficiente per consentire lo stoccaggio, in cantiere,
dei numerosi cubetti che si prevedeva maturassero
contemporaneamente;
·
presenza
di idonea struttura atta al ricovero delle
apparecchiature;
·
possibilitą
di approvvigionamento di energia elettrica;
·
vicinanza
al laboratorio presso il quale effettuare le prove;
5)
disposizione nel cantiere delle vasche
realizzate in lamiera zincata, di opportune
dimensioni, per il ricovero dei cubetti da stagionare
in ambiente naturale immersi sotto sabbia umida;
6)
collocazione della stazione termometrica in
prossimitą delle vasche
di contenimento dei cubetti.
-
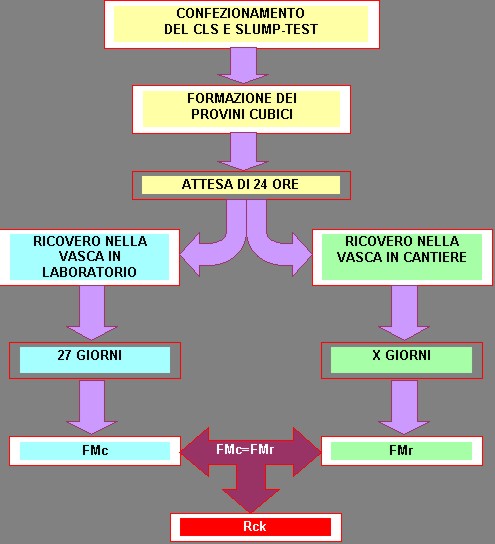
Fig.
3 - Schema delle fasi operative in cantiere ed in
laboratorio.
B)
Fasi Periodiche:
Nello
schema di Fig. 3 sono illustrati i passaggi che hanno
caratterizzato le fasi di lavoro in cantiere ed in
laboratorio; ogni ciclo operativo era costituito da:
·
confezionamento
del calcestruzzo con verifica allo slump-test per
garantire caratteristiche costanti ad ogni getto;
·
formazione
di 36 provini cubici di 15 cm di lato in apposite
cubettiere normalizzate riutilizzabili;
·
posa
dei cubetti, in luogo climaticamente monitorato, per
24 ore di permanenza al fine di consentire la presa
del calcestruzzo e quindi di poter considerare i
provini indisturbati;
·
ricovero
di 12 provini in vasca di maturazione presso il
laboratorio;
·
ricovero
a cielo aperto in vasca con sabbia dei rimanenti 24
provini;
·
attesa
di 27 gg. per i provini canonici e calcolo di FMc;
·
monitoraggio
della temperatura in cantiere e calcolo progressivo
del FMr;
·
attesa
di X gg. per i provini maturati sotto sabbia umida
fino al raggiungimento dell’uguaglianza: FMr = FMc;
·
schiacciamento
dei cubetti con FMr e con FMc per la determinazione
dei rispettivi valori di Rck.
C) Fasi
Conclusive:
Essenzialmente
le fasi conclusive sono consistite:
·
nell’elaborazione a tavolino dei dati
ottenuti;
·
nella redazione dei grafici;
·
nelle considerazioni di correlazione e di
raffronto;
·
nella formulazione del giudizio sulla
proponibilitą del metodo;
·
nell’elaborazione della relazione conclusiva.
|
|
|
|
|
|
 |
|
 |
|
|
FOTO
1 – Alcuni componenti il gruppo. |
|
FOTO
2 – Slump-test.
|
|
|
- |
|
- |
|
|

|
|

|
|
|
FOTO
3 – Prelievo dalle vasche.
|
|
FOTO 4 – Prova a compressione.
|
|
Č
stato predisposto un programma di schiacciamento dei
cubetti, atto a fornire i dati basilari per lo
sviluppo della teoria.
Con
tale programma si č prevista la prova a rottura sia
dei provini canonici stagionati in vasca di
laboratorio per 28 gg. che dei cubetti stagionati
nelle vasche a cielo aperto per X giorni, previo
calcolo del Fattore di Maturazione reale (MFr).
La
prova a compressione dei provini caratterizzati dalla
maturazione MFr si č effettuata in quattro tempi e
precisamente:
·
la
prima prova č stata effettuata nel giorno in cui il
fattore di maturazione č stato riscontrato prossimo a
quello ottenibile secondo norma;
·
la
seconda nel giorno in cui il fattore di maturazione č
stato riscontrato coincidente con quello ottenibile
secondo norma;
·
la
terza nel giorno in cui il fattore di maturazione č
stato riscontrato di poco superiore a quello
ottenibile secondo norma;
·
la
quarta in un giorno in cui il fattore di maturazione
č stato riscontrato elevato.
Le
operazioni hanno avuto effettivamente inizio il giorno
precedente quello del primo getto e precisamente il
19.10.1994; il pomeriggio di quel giorno sono state
effettuate, infatti, le operazioni preliminari.
Le
fotografie 1-2-3-4 illustrano alcune delle fasi di
lavoro precedentemente descritte.
Il
mix-design scelto per gli impasti, riferito ad un
volume di 60 l.,
č riassunto nella seguente tabella:
Tabella
riassuntiva del mix-design
-
| Sabbia
fine
|
21
Kg
|
| Sabbia
di frantoio
|
30
Kg
|
| Pietrischetto
tipo 1
|
21
Kg
|
| Pietrisco
tipo 2
|
42
Kg
|
| Cemento
tipo 42,5 R
|
18
Kg
|
| Acqua
|
*
|
| *
misurata di volta in volta, per tener conto dell’umiditą
trattenuta dagli inerti; la consistenza č
verificata al Cono di Abrams per ottenere uno Slump
di 7 cm con lo scarto di ±1 cm.
|
Gli
inerti impiegati sono stati prelevati dai mucchi,
contenuti negli appositi alloggiamenti a cielo aperto,
ubicati in una vasta e defilata area del piazzale dove
si sono svolte le operazioni di cantiere messo a
disposizione dalla “Calcestruzzi S.p.A.” di
Palermo; sono stati pesati con una bilancia a bilico
di buona precisione e incassettati in appositi
contenitori con un lato a tramoggia ed i bordi
sagomati perché potessero essere impilati uno
sull’altro.
Le
cubettiere utilizzate sono state quelle in materiale
plastico di colore giallo e quindi reimpiegabili;
hanno richiesto una costante manutenzione consistente
nella spalmatura di olio sulle superfici interne per
facilitare la sformatura dei cubetti,
e nella successiva pulitura per la conservazione in
vista del riutilizzo.
Le
vasche per l’accoglimento dei cubetti collocate a
cielo aperto hanno le dimensioni di 130x130x25 cm e
sono state realizzate in lamiera zincata; prima della
posa dei cubetti sono state predisposte riempiendole
con uno strato di 5 cm di sabbia al fine di realizzare
un letto isolante.
Prima
di effettuare la miscela dei componenti del
conglomerato si sono controllati scrupolosamente i
pesi degli aggregati e si č determinata la
percentuale di acqua trattenuta pesando un campione,
con una bilancia di precisione, prima e dopo
l’essiccamento.
L’impasto,
per ogni getto di 60 l, č stato effettuato mediante
una betoniera elettrica e la consistenza voluta č
stata testata con il Cono di Abrams effettuando il
cosiddetto “Slump-test” secondo le prescrizioni
dettate dalle norme; successivamente si sono
confezionati n° 12 cubetti
pestellati con n° 25 colpi per ognuno dei tre strati
di calcestruzzo versato nella cubettiera.
La
lettura delle temperature č avvenuta per mezzo di un
termografo elettronico digitale “Salmoiraghi” il
cui sensore era immerso in una vasca del tutto simile
per materiale, forma, dimensioni, ubicazione,
condizioni ambientali, coibentazione ed umiditą a
quelle che contenevano i provini posti a stagionare in
cantiere.
La
sformatura č avvenuta l’indomani dei getti con
l’ausilio di un compressore; un terzo dei provini
sono stati immediatamente ricoverati nella vasca di
stagionatura ricolma d’acqua alla temperatura
costante di 20 °C, mentre i rimanenti due terzi
venivano poggiati ed adeguatamente sistemati sopra il
letto di sabbia all’interno delle vasche a cielo
aperto che successivamente furono ricolmate con sabbia
e allagate d’acqua fino al rifiuto.
I
dati provenienti dalla stazione termografica, stampati
automaticamente e con continuitą dalla macchina, sono
stati attinti quotidianamente e giornalmente elaborati
perché fosse monitorato senza soluzione di continuitą
il Fattore di Maturazione reale (MFr) che veniva messo
a confronto con quello canonico MFc, gią calcolato,
relativo ai provini messi a stagionare nella vasca di
maturazione in laboratorio dove la temperatura era
stata fissata a +20 °C ed i provini erano immersi in
ambiente con umiditą relativa superiore al 90%.
Dopo
28 giorni dal getto, i cubetti stagionati nella vasca
canonica vennero pesati e sottoposti alle prove di
resistenza a compressione.
Stessa
sorte hanno subito i cubetti maturati nelle vasche in
cantiere ma a tempi differenti; ogni qual volta, cioč,
si stimava prossimo al raggiungimento o raggiunto o
superato di poco il fattore di maturazione canonico.
Il
calcolo č stato effettuato fino all’ultimo giorno
di presenza dei cubetti in cantiere e cioč fino al
22.02.1996 che puņ considerarsi di fatto l’ultimo
giorno delle operazioni svolte in cantiere ed in
laboratorio.
I
valori di pesatura, di rottura per compressione ed il
rilevamento del contenuto d’acqua degli inerti sono
stati certificati dal laboratorio GEOLAB s.r.l. di
Palermo.
Si
riportano nella tabella che segue alcuni numeri
significativi delle operazioni svolte
Tabella della
quantificazione delle operazioni effettuate
-
| GIORNI
DI MONITORAGGIO AUTOMATICO DELLE TEMPERATURE, n°
|
485 |
| GIORNI
DI GETTO DEI CALCESTRUZZI, n° |
38
|
| GIORNI
DI LAVORO IN CANTIERE, n°
|
226
|
| GIORNI
DI LAVORO IN LABORATORIO, n°
|
53
|
| GETTI
ESEGUITI, n°
|
114
|
| CALCESTRUZZO
CONFEZIONATO, mc |
16,06
|
| PROVE
DI UMIDITA DEGLI INERTI, n°
|
24
|
| PROVINI
REALIZZATI, n°
|
1.824
|
| PROVINI
MATURATI IN CANTIERE, n°
|
1.368 |
| PROVINI
MATURATI IN LABORATORIO, n°
|
456
|
| BATTUTE
SCLEROMETRICHE, n°
|
131.328
|
| VASCHE
CONTEMPORANEAMENTE OPERATIVE IN CANTIERE, n°
|
24
|
| FATTORI
DI MATURAZ. ELABORATI, n°
|
139.680
|
|
|
--------------------------------------------------------- |
|
--------------------------------------------------------- |
|
--------------------------------------------------------- |
4.
ANALISI DEI RISULTATI
Sono
stati elaborati i valori di raffronto della crescita
del FMr e del FMc; i relativi grafici sono di seguito
riportati e si riferiscono, per brevitą di spazio
assegnato, solo ad alcune serie, le pił
significative, di confezionamenti dei calcestruzzi tra
quelli effettuati tra il primo getto avvenuto il
giorno 20.10.1994 e l’ultimo avvenuto il giorno
21.12.1995.
Ogni
serie comprende n° 3 impasti che possono essere
ritenuti omogenei poiché le tre miscele, effettuate
ogni giorno in cui si č effettuato il getto, sono
state eseguite in rapida successione, quindi, con
buona approssimazione, si puņ pensare di aver operato
nelle medesime condizioni ambientali, ed in ogni caso
impiegando gli identici componenti miscelati seguendo
lo stesso mix-design.
Nei
grafici sono riconoscibili:
1.
in azzurro la linea caratterizzante l’aumento
nel tempo del FMc; questa č una retta crescente a
causa del valore costante di uno dei due parametri, la
temperatura; il FMc varia dunque
solamente con il variare del tempo;
2.
in rosso la linea caratterizzante la crescita
del FMr che č una curva poiché č influenzata, oltre
che dalla variabile tempo, anche dalle variazioni
delle temperature;
3.
in verde il valore FMmax che č il massimo
valore del FMc,
raggiunto il quale, tutti i provini, comunque sia
avvenuta la loro maturazione, possono essere ritenuti
equipollenti a quelli canonici.
La
linea verde rappresenta quindi il tetto massimo del
Fattore di Maturazione che i cubetti devono
raggiungere; questa intercetta la linea azzurra in
corrispondenza dei 28 giorni canonici e la linea rossa
in corrispondenza degli “X” giorni, dove X č un
numero che puņ essere uguale, maggiore o minore di 28
e ciņ in funzione delle temperature variabili che si
verificano durante il periodo di maturazione. In
definitiva l’intersezione della linea verde con
quella rossa fornisce l’indicazione del giorno in
cui deve essere effettuata la prova a compressione dei
provini stagionati in cantiere.
Osservando
il grafico relativo alla serie n° 1 č possibile
notare che il FMc ed il FMr coincidono entrambi con la
linea del FMmax dopo 28 giorni di stagionatura; ciņ
č avvenuto perché, nel periodo di maturazione,
la media delle temperature all’interno delle vasche
di cantiere corrispondeva esattamente alla temperatura
tenuta costante nella vasca del laboratorio.
Dai
grafici successivi si puņ notare come la linea del
FMr si allontana da quella del FMc verso destra in
modo via via crescente fino ad un valore massimo che
si riscontra nella serie 9 nel periodo che va dal 15
dicembre al 6 febbraio successivo, periodo durante il
quale le temperature furono molto inferiori ai 20 °C
rappresentati dalla linea azzurra del FMc. In
particolare la serie di cubetti n° 9 ha dovuto
maturare per circa 54 giorni
per raggiungere lo stesso FM di quelli stagionati in
laboratorio. Se si dovessero sottoporre a
schiacciamento i cubetti maturati, nelle stesse
condizioni, dopo “solo” 28 giorni
si otterrebbero valori di resistenza meccanica molto
inferiori a quelli ottenuti dallo schiacciamento di
quelli canonici. Ciņ č riscontrabile nel grafico di
figura 2 dove č possibile notare come, in
corrispondenza della serie n° 9, il valore medio di
rottura dei provini stagionati “solo” 28 giorni
nelle vasche di cantiere sia molto inferiore a quello
ottenuto per gli stessi provini stagionati nelle
stesse condizioni ma per 54 giorni, valore che risulta
essere quasi coincidente con quello canonico.
Proseguendo
nell’osservazione dei grafici č evidente che
aumentando la temperatura ambientale la linea rossa
del FMr si riavvicina progressivamente a quella
azzurra del FMc fino alla serie 24 quando i due FM si
uguagliano nuovamente proprio a 28 giorni.
Leggendo
ancora i grafici si rileva che la linea rossa riprende
a discostarsi da quella azzurra ma questa volta verso
sinistra e ciņ perché il periodo corrisponde a
quello delle temperature pił alte di 20 °C fino al
massimo raggiunto per la serie 31 per le quali sono
stati sufficienti 21 giorni per ottenere
l’uguaglianza MFr=MFc. Se si dovessero sottoporre a
schiacciamento i cubetti maturati in cantiere dopo 28
giorni si otterrebbe un valore medio di resistenza
meccanica superiore a quello canonico, come si legge
sul grafico di figura 2.
Successivamente
si riscontra nuovamente una coincidenza a 28 giorni in
corrispondenza della serie 37 relativa a provini
maturati nel periodo compreso tra il 5 ottobre e l’1
novembre, che corrisponde all’incirca al periodo di
coincidenza verificatosi nell’anno precedente.
Grafici
relativi al variare del Fattore di Maturazione.
I
grafici successivi mostrano un nuovo scostamento delle due
linee e cosģ via. L’andamento č ciclico ed č
rappresentato dal grafico di figura 4 che si riferisce allo
scarto temporale occorrente per ottenere la omogeneizazione
dei provini.
Fig.
4 – Quantitą di giorni da sommare algebricamente ai 28
canonici per garantire l’ottimale maturazione dei provini
in calcestruzzo.
Fig.
5 – Scarti delle resistenze meccaniche a compressione tra
provini canonici e provini con 28 gg. di stagionatura in
cantiere.
Nelle
figure 5 e 6 sono riportati i grafici che illustrano gli
scostamenti delle resistenze meccaniche confrontando il FMc
rispettivamente con quello di cantiere a 28 giorni e a FMr=FMc.
Come
si puņ notare, i provini stagionati per 28 giorni in
cantiere hanno dato risultati di resistenza meccanica
discostati da quelli canonici con picchi fino al 18% e con
andamento costantemente inferiore specialmente nel periodo
freddo.
Per
i provini stagionati in cantiere fino al raggiungimento di
FMr=FMc gli scarti sono quasi irrilevanti; solo in un caso
si č avuto un picco del 10%.
Fig.
6 – Scarti delle resistenze meccaniche a compressione tra
provini canonici e provini con FMr=FMc.
|
--------------------------------------------------------- |
5.
VALUTAZIONI CONCLUSIVE
Il
grafico di figura 4 non puņ essere proposto, agli addetti
ai lavori, come abaco utile alla determinazione del periodo
corretto di maturazione; ciņ perché il grafico č stato
costruito sui dati acquisiti da una esperienza effettuata in
un dato sito geografico e durante un arco temporale non pił
percorribile. Qualora l’esperienza fosse stata condotta a
Milano piuttosto che a Palermo oppure anche se nella stessa
cittą, ma in un sito diverso, il grafico non sarebbe stato
identico.
Le
stesse considerazioni possono essere fatte in merito al
periodo di osservazione; dal grafico si nota che nell’anno
1995 la coincidenza a 28 giorni dei valori del Fattore di
Maturazione si č riscontrata per i getti effettuati il 5
ottobre e cioč 15 giorni prima dell’anno precedente.
Dalle
considerazioni esposte si puņ dunque affermare che non č
possibile, in assoluto, costruire un abaco che sia valido
ovunque ed in ogni tempo.
Ciņ
che emerge dalla ricerca č che occorre effettuare un
monitoraggio continuo in ogni cantiere e per tutta la durata
del periodo interessato alla realizzazione dei calcestruzzi.
In definitiva occorre rilevare le temperature con continuitą
e calcolare sistematicamente il FMr fino al raggiungimento
del FMc per poter cosģ conoscere il giorno esatto
dell’avvenuta completa maturazione dei provini e quindi il
giorno in cui č possibile effettuare la prova di
compressione presso un laboratorio autorizzato. Appare
opportuno, quindi, alla luce di quanto emerso dai risultati
della ricerca, suggerire una variazione alla normativa
vigente in merito al periodo di stagionatura dei provini
cubici in calcestruzzo.
Le
pił recenti norme tecniche per il calcolo, l’esecuzione
ed il collaudo delle strutture in cemento armato, normale e
precompresso e per strutture metalliche
nell’allegato 2 (controlli sul conglomerato), cosģ
recitano al punto 1, terzo capoverso:
“1. RESISTENZA
CARATTERISTICA
…(terzo
capoverso)
Nelle presenti norme, a
meno di indicazione contraria, la <resistenza
caratteristica> designa quella dedotta dalle prove a
compressione a 28 giorni su cubi preparati e confezionati
come al punto 3. …”
Si
dovrebbe modificare il terzo capoverso cosģ come segue:
“Nelle
presenti norme la <resistenza caratteristica> designa
quella dedotta dalle prove a compressione su cubi che
abbiano raggiunto il FATTORE DI MATURAZIONE ottenibile in 28
giorni di stagionatura nelle condizioni ambientali costanti
di 20 ±
2 °C e umiditą relativa non minore del 90%, di cui alla
UNI 6132-72, e preparati e confezionati come al punto 3”
Tale
modifica alle norme non comporta alcuna variazione in merito
alla gestione delle prove di laboratorio e solamente un
irrilevante aggravio nella conduzione del cantiere. Di
contro, imponendo un requisito puntualmente determinato, si
consente una maggiore accuratezza nel controllo della qualitą
dei calcestruzzi, e ciņ anche perché viene rimossa una
prescrizione che, alla luce dei risultati, non risulta
corretta.
-----------------------------------------
6.
NOTE
1.
Prequalificazione.
Per
controllare le caratteristiche dell’impasto di
calcestruzzo, i provini devono essere conservati alla
temperatura di 20 ±
2 °C con umiditą relativa non minore del 90 %; tali
condizioni si realizzano in locali opportunamente
attrezzati, ovvero sistemando i provini sotto sabbia o
stracci mantenuti umidi, in sotterranei, baracche coibentate,
ecc …”
3.
Gią fissate e quindi note e calcolabili.
4.
Quello cioč calcolato per i cubetti stagionati in
laboratorio.
5.
Ottenuto dal prodotto di 60 min. per 24 h per 27 gg
per 20 °C.
6.
Quello cioč monitorato per i cubetti realmente
stagionati in cantiere.
7.
La sonda per il rilevamento delle temperature č
stata collocata in una vasca con la medesima esposizione e
con le stesse caratteristiche delle vasche contenenti i
provini.
8.
Ogni settimana.
9.
114 getti.
10.
Volume della betoniera in dotazione.
11.
Avvenuta poi con l’ausilio di un getto di aria
compressa erogato attraverso un foro, praticato dal
costruttore, sulla faccia inferiore delle cubettiere.
12.
Per consentire la formazione dei 36 cubetti
programmati si sono effettuati n° 3 impasti consecutivi per
ogni giorno di getto.
13.
Dodici cubetti.
14.
Ventiquattro cubetti.
15.
Nella vasca di laboratorio si č mantenuta costante a
20 °C la temperatura di maturazione.
16.
Quindi costante essendo indipendente dal tempo.
17.
Dal 20 ottobre al 16 novembre.
18.
Circa 26 giorni in pił.
19.
Dal grafico si legge, in corrispondenza dei 28
giorni, un valore di FM pari a circa il 50% di quello
canonico.
20.
Emanate dal Ministero dei Lavori Pubblici con Decreto
9.01.1996, pubblicato sulla G.U. n° 29 del 5.2.1996 –
supplemento.
|
|
|
HOME
SU |